Szemüvegek és a Műhely VII. „A fejlődés maga a szakértelem.”

Előbújik a nap a felhők közül, úton vagyok a messzi vidékre, egy megpakolt teherautóval, költözni fog egy optika, kb. egész napos üzembe helyezésnek nézek elébe, új vizsgáló kialakítása, új gépre betanítás, új műhelykatalógus stb., talán egy rövid ebéd is lesz, ha jól haladok. Miközben a külső sáv összefüggő kamionsorai mellett suhanok, szépen belassul az egy szem belső sáv is – ki tudja miért – és egyszer csak csörög a telefon, Vincs Eszter a vonal túlvégén. Az ország másik oldaláról, pánikba esve hív, hogy nagy baj van! Valami nem jó a csiszológéppel! Össze-vissza amőba formát csiszol, SOS-ben menjen ki valaki, mert most hozta a postás a lencséket és haladni szeretne. Gizi mamának is megígérte az olvasó szemüvegét, Bélabá is jön majd vissza a szőlőből az elkészült körbifóért és a bércsiszolások is ott állnak halomban, mind-mind másfajta lencsével és réteggel. Másnap kérdezem Esztit, hogy hol vannak a selejtek? Ja, azokat ő kidobta. És melyik réteggel van problémád? Hát, ő nem tudja, az összessel…
Kezdjük egy-két egyszerű kérdéssel. Hányféle lencsegyártó/forgalmazó van Magyarországon? Hoya, Seiko, Zeiss, Essilor, Nopti, Leica, Rodenstock, Pentax, Tóbiás és Ázsia importált csodái esetenként átcsomagolva. Na, és hányféle réteg? 80-90 féle, vagy még több. És hányféle lencsegyártó/forgalmazó van a világban? Sinoptix-tól kezdve az Union Optic-át a SOMO-ig bezárólag vagy száz, kismillió lencsebevonattal.
Amit érdemes tudni, hogy egy átlagos csiszológépet szinte lehetetlen úgy belőni, hogy az összes lencsegyártó és forgalmazó ÖSSZES felületkezeléséhez tökéletes legyen. Hogy miért? Mert nincs olyan autó, ami egyszerre képes menni alkohollal, benzinnel, dízellel, kerozinnal, árammal, napelemmel, hidrogénnel vagy lábhajtással. De tegyük félre ezt a pongyola példát! Az automata csiszológépekből nem kevés betöltötte a 10 éves kort, de futnak még 20-25 éves finommechanikai csodák is néhány helyen. Ezeket a gépeket évekkel a magyarországi megjelenés előtt kezdték el fejleszteni az akkori optikai lencsékhez/rétegeikhez, az akkori kétoldali ragasztókkal. Tehát például egy mai 1.74-es törésmutatójú – 8.00-as lencsével a legújabb zsír-por-minden-taszító réteggel ellátva, egy keskeny szögletes formával már nem biztos, hogy megbirkózik. Igen, de lehet, hogy Vincs Eszternek csak páréves gépe van, és mondjuk csak két forgalmazótól rendel lencséket. Akkor mi lehet a megoldás? Nézzünk végig mindent szépen sorba! Előtte pár egyszerű fogalom:
Mi az automata csiszológép? Ami a gyári kör alakú lencsét a csiszolótérben vízhűtéssel, forgó kövek segítségével adott formára munkálja meg.
Mi a csiszoló tér? Az automata csiszológép azon része, ahol a lencse megmunkálása zajlik, a beszorító tengelyen, befogó karokkal a forgó köveken.
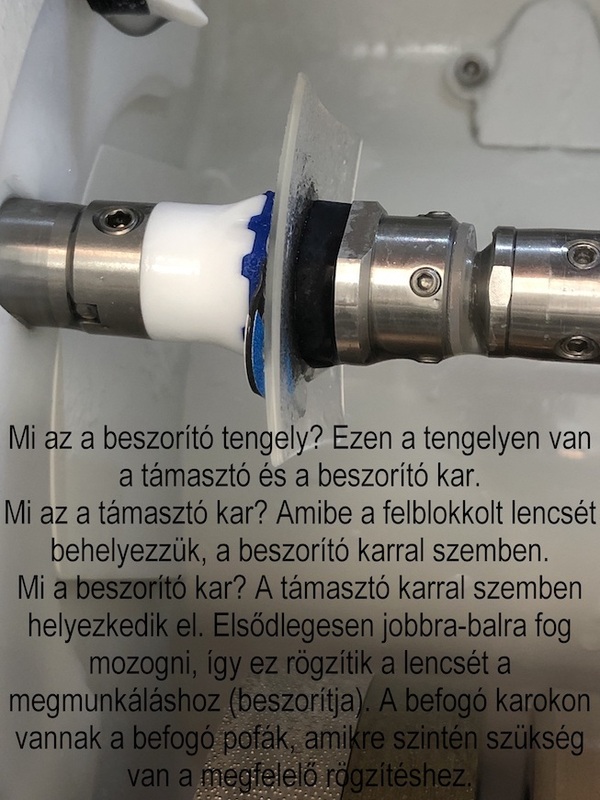
Mi az a beszorító tengely? Ezen a tengelyen van a támasztó és a beszorító kar.
Mi az a támasztó kar? Amibe a felblokkolt lencsét behelyezzük, a beszorító karral szemben. (Belső kialakítása a zauger hátsó felével pont ellentétes.)
Mi a beszorító kar? A támasztó karral szemben helyezkedik el. Elsődlegesen jobbra-balra fog mozogni, így ez rögzítik a lencsét a megmunkáláshoz (beszorítja). A befogó karokon vannak a befogó pofák, amikre szintén szükség van a megfelelő rögzítéshez.
Mi az a befogó pofa? Ezek a csiszolandó/lecsiszolt lencsét két oldalról fogják közre. Az egyik közvetlenül a lencséhez ér. A másik nem közvetlenül a lencséhez, hanem a zauger-t rögzíti. (Bizonyos gépeknél a befogó pofának is lehet egy cserélhető betétje.)
Mi az a zauger? Gépenként eltérő olyan kis kerek/ovális néha szögletesebb műanyag vagy műanyag és fém keveréke, amit a lencsére blokkolnak zauger ragasztóval.
Mi az a zauger ragasztó? Röviden - népiesen- zauger ragacs, ami egy kétoldali ragasztó. Általában egy hengeren/kartondobozban van a blokkoló környékén. Többféle méretben és kiszerelésben létezik. Sokféle rugalmassággal, erőséggel, és természetesen árral.

Mi kell az elfordulásmentes csiszoláshoz?
- Sérülésmentes, nem vetemedett, tiszta és lehetőleg gyári zauger. Fontos megjegyezni, hogy minden zaugernek van egy élettartama. (Bizonyos típusoknál, lehet akár csak néhány száz is, a gyártó szerint. Amikor már szemmel láthatóan durvább a felület, kisebb sérülések vannak rajta, onnan már saját felelősségre történik a csiszolás.) A forgalmazótól minden esetben rendelhetőek új zaugerek.
- Egy teljesen új zaugernél van egy leválasztó anyag, ami sok esetben vízbázisú, de lehet szilikon is. Ezt nyilvánvalóan teljesen el kell távolítani használat előtt.
- Megfelelő görbületű zauger kiválasztása! Ez az egyik legfontosabb.
- Megfelelő méretű zauger kiválasztása! Szinte minden esetben cserélhetőek a befogó pofák. Egy nagyobb formához hiába blokkoljuk a lencsét nagyobb zaugerrel, ha lustaságból nem cseréljük át a befogó pofát nagyobbra (és nem takarítjuk ki a csiszoló teret).
- A zauger felszíne legyen tiszta és bevonat mentes (új zauger esetén)!
Ultrahangos tisztítónk némi folyékony szappannal ebben is segítség lehet.
- Ha kell a csiszológép befogó pofáját cseréljük dönthetőre! Nagy hátsó görbület, erős decentráltság, prizma stb. esetén esszenciális fontosságú. (Régebbi csiszolóknál, ha nincs 1x-2x hajtogatott zauger ragaccsal ki lehet trükközni, de érdemesebb egy ügyes szakival vagy TMK-sal esztergáltatni/csináltatni egyet.)

- Használjunk a lencse gyártó/csiszológép forgalmazó által javasolt kétoldali ragasztót! Ez a másik legfontosabb. A ragasztókat lehetőleg egy éven belül fel kell használni. Tárolása szobahőmérsékleten történjen (ideális az állandó 18-20 ° C), max. 40 %-os páratartalomnál.

- Ha a lencse felülete megkívánja használjunk tapadásnövelő alátét fóliát vagy tapadásnövelő „gecco” spray-t. Az alátét fóliák is különböző méretűek és rugalmasságúak.
- Figyelem! Blokkolás előtt a hydrofób lencsék felületét nem szabad fogdosni, ha véletlenül megtörtént alaposan tisztítsuk meg a lencsét.
- Figyelem! Blokkolás után a lencsét meg kell fordítani és manuálisan még jobban rányomni vagy ellenőrizni a felragasztott zaugert!
- A lencse belső oldalára is nyugodtan rakhatunk pluszba kétoldali zauger ragacsot, ha a réteg megkívánja!
- A befogó karok ereje legyen lekalibrálva, ha kell kicsit megemelve.
- Ha szükséges, a csiszológépünkön használjuk az „óvatos” nagyolást, vagy a lencsétől függően a „nagyon óvatos” nagyolást, ami bizonyos csiszológépeken megegyezik az „üveg/pohár” opcióval.
- Különböző nagyolási technikákat használhat egy automata csiszoló. Puha 1.5-ös alapanyagnál egy-két fordulattal a teljes nagyolási feladatot elvégzi. Viszont van amelyik „óvatos” nagyolásnál körkörösen hámozza (peeling) például NIDEK, de lehet akár csillagszerű irányokból, de függőlegesen nyomja rá a csiszoló korongra (axiál) például a HUVITZ csiszolók egy része. A nekünk – lencsénknek - megfelelő beállításokat kell kiválasztani!
- Ha mindez nem elég, további kompromisszumot kell keresni a sebesség és a tengelyelfordulás között! Nincs mese, lehet lassítanunk kell csiszolás menetét a csiszológépünkön. Igen, a legtöbb csiszológépet a szervizes segítségével tudjuk lassítani. Így csökkentve az elfordulás esélyét.
- Gépünket kalibráltassuk le évente a gépszervizessel, ha kell, cseréltessük a kopott nagyoló követ! Néhány hónap alatt behozza az árát.

- A méret és tengelyhibáknál nem mehetünk el olyan „apróságok” mellett sem, mint a csiszolótér tisztítása, megfelelő időközönként/darabszámok után a korongok lehúzása, de idetartozik a hűtővíz hőmérséklete is. Egy téli reggelen a hálózati vízre kötött csiszoló, ugyanolyan mérethibával dolgozhat, mint a nyári délutáni melegben egy tartályos társa. Ez talán bagatell dolognak hangzik, pedig így van. A tökéletesre állított csiszolónak is kell egy állandó üzemi/szobai hőmérséklet, és egy állandó hőmérsékletű hűtővíz a kiegyensúlyozott működéshez. Aki azt hiszi, hogy nem láttunk csiszológépet tavasszal munka közben egy fedett teraszon (kvázi a szabadban) az téved…
- Meg kell említsek néhány alapanyagot, ami plusz odafigyelést igényel. Az egyik ilyen lencse alapanyag a PNX (trivex), a másik a polycarbonát. Ha ezeknek a darabjait nem szedjük ki/le mindenhonnan a csiszolótérből, akkor szintén megzavarja a mérőkarok működését, beszorulhat a csiszolókorongok és a burkolat közé, eldugíthatja a lefolyó csövet stb. Számos problémát okozhat.
FONTOS MEGJEGYZÉS: Ha tényleg mindent megtettünk, sokat kísérleteztünk és van egy felületkezelés vagy egy márka, amivel nem tudunk megbirkózni, akkor távozzunk angolosan. Vagyis ne rendeljük, vagy ne vállaljuk el a csiszolását!
FONTOS MEGJEGYZÉS: A csiszolókő forgásirányát nem lehet változtatni. Amikor úgy gondoljuk, hogy csak a bal oldal van elfordulva, a legtöbb esetben a jobb sem tökéletes, csak kevésbé feltűnő a tekeredés.
Sokszor felmerülő kérdés, hogy miért nem tudjuk erősebbre állítani a befogó kart? Hogyne tudnánk, de ez könnyen azt eredményezheti, hogy egyes mínuszos lencséknél, illetve puhább alapanyagoknál megnyomja középen a réteget, tulajdonképpen összetörve azt a belső felületen. Ha gépünk jól dolgozik, és csupán egy-két felületkezelés problémás, akkor nem érdemes elállítani a befogó erőt.
Ami a formákat illeti, a legegyszerűbb forma a kör, ezt viszonylag könnyű egy kézicsiszolóval is reprodukálni. Minél jobban eltérünk a körtől, annál érdekesebb kihívás egy forma. Igen, egy szabályos szögletes formát kézzel már nemigen tudunk tökéletesre elkészíteni, főleg nem kettőt teljesen szimmetrikusra. Ha nézünk egy példát, akkor egy erőteljesen szögletes téglalap szerű férfi fémkeretbe kis PD-vel a - 8.00 sph. - 1,50 cyl-rel 1.74-es törésmutatóval igazi kihívás, nemcsak nekünk, de a gépnek is. Itt már a keret letapogatása előtt érdemes picit kézbe venni az ívelőfogót, majd a letapogatott formát a képernyőn összenézni a demo lencse formájával. A blokkolás előtt a zaugerből egy laposabb bázisúra lesz szükség, a lencse felöli oldalát, ne fogdossuk össze! Ha hydrofób a lencse, akkor használjunk hydrofób ragasztót, lehetőleg ne azt, ami a nyári szabi alatt a hűtetlen optikában volt két hétig a legmagasabb polcon! Blokkolás után a lencsét megfordítjuk (zaugerrel lefelé) és kézzel még kicsit nyomjunk rajta! Ezután látnunk kell, hogy megfelelő-e a tapadás. Bevonattól függően, nem minden esetben érdemes 10-20 munkát előre felblokkolni! A csiszolótérbe helyezve ellenőrizzük a zauger és a támasztó pofa illeszkedését, majd ne várjunk a beszorítással, szorítsuk be rögtön a lencsét a pofák közé! Ezután a megfelelő csiszolási móddal indítsuk el! Hi-index -> magas törésmutató, Safety-glazing -> óvatos -poharas- csiszolás, ha gépünk tudja, akkor a nagyolás utáni újra tapogatással (PNX-nél soha!) és Manual-bevel -> manuális fazetta választással. Lecsiszolás után, összecsavarozás nélkül egy Breitfeld méret ellenőrző fogóval ellenőrizzük a végeredményt!

Aki idáig eljutott, annak elárulom, hogy legtöbb gond nem a márkázott nagy nevű lencsékkel van, hanem a márkázatlan (olcsó) ázsiai import dömpinggel. Miért forgalmaznak akkor ilyeneket? Erre jellemzően az a válasz, hogy a konkurenciának is van. Ha mi nem nyújtunk ilyet a portfóliónkban, akkor megveszik az optikák a konkurens forgalmazótól. Ezzel alapvetően nincs is semmi gond (amíg nem márkázott áron adják), de ezek a beszállítók jellemzően nem tudják ugyanazt a minőségi szintet tartani. Más-más évben/félévben, más és más a felületkezelés összetétele, ami akár egy zsírtaszítóbb-karcmentesebb, de csúszósabb réteget eredményezhet. Erre előre persze senki sincs felkészülve, menet közben kell megoldást találni, és időt rászánva kísérletezni. Lehet elég egy kétoldali ragasztó váltás, de lehet, hogy komolyabban hozzá kell nyúlni a csiszológéphez, vagy távbecsiszolva rendelni az ilyen lencséket. Ahogyan egy utángyártott alkatrész is lehet jó, de nem olyan tökéletes, mint egy gyári.
Remélem sikerült segítenem. Elfordulásmentes csiszolást kívánok mindenkinek!


